Red Seal Welder Practice Tests & PDF Downloads | Canada
Let’s look out the kitchen window for a second. If you’re reading this, you probably have a logbook full of hours, a stack of provincial modules gathering dust, and a nagging knot in your stomach about the Interprovincial exam.
“Big Prep” corporations want to sell you a 500-page textbook written by generic technical writers who wouldn’t know a root pass from a tailpiece. They treat a welder in Fort McMurray the exact same as a structural fab guy in Halifax. They want you to memorize dry definitions. But here’s the cold truth they won’t tell you: You don’t fail this exam because you can’t weld. You fail it because you ran out of time decoding the trick phrasing on the multiple-choice sheets.
Failing means more than just a bruised ego. It means paying a provincial rewrite fee, waiting out bureaucratic penalty months sidelined at apprentice wages, and watching younger guys get the journeyman callouts ahead of you.
We built our Interprovincial Red Seal welder study guide to be an active training ground. This isn’t a passive reading assignment—it’s an engine designed to get you past the gatekeepers on your very first try. You can grab our Red Seal welder practice test PDF or dive straight into our interactive online courses right now. Let’s get that red endorsement stamp on your provincial qualification card so you can start drawing full journeyman pay.
Looking for the entry-level Welder Aptitude Test instead?
If you are just starting out and trying to get into an apprenticeship or a technical college program, you need the Welder Aptitude Entrance Exam . This page is for experienced apprentices preparing for their final, journeyman-level Interprovincial Red Seal Certification.
| How Do You Learn Best? | The Quick-Start PDF Download |
Premium Choice The Gold Standard Online Course |
The Reliable Classic Amazon Paperback |
|---|---|---|---|
| The Main Benefit | Instant gratification. Buy, download, and start practicing in seconds. | Our most comprehensive tool. Like having a teacher right at the kitchen table. | Zero distractions. No notifications or screen fatigue—just active learning. |
| A.I. Study Hall Tutor | — | Exclusive Feature A helping hand that never sleeps. Nudges you in the right direction without just giving away the answer. |
— |
| Power Drills & Testing | Searchable PDF. Use Ctrl+F to find formulas instantly. Print what you need. | 3-Minute Power Drills & realistic timed exam simulation to beat test anxiety. | Tactile learning. Highlight text, scribble notes, and track physical progress. |
| Study Style | Budget-friendly and lives right on your phone, laptop, or tablet. | Dynamic Progress Tracking: Remembers what you missed. Shows you exactly where you are “green” or “red.” | A permanent resource for the bookshelf. No logins to remember, no files to lose. |
| Get Started Now | Get the PDF | Join the Course | Buy on Amazon |
The “2-Minute Red Seal Welder Challenge”
The clock is your enemy. You have 125 questions to answer in 4 hours. That gives you less than two minutes per question. Can you handle these two right now without looking at your notes?
Start the Video and Lets Go!
Welder 2-minute Challenge
Question 1: Metallurgy
During a multi-pass sub-arc (SAW) process on thick structural steel plates matching CSA G40.21 standards, what is the primary structural risk of failing to monitor and maintain the minimum interpass temperature?
A) Excessive slag inclusion at the toe
B) Hydrogen-induced cold cracking in the heat-affected zone (HAZ)
C) Increased magnetic arc blow near the start plates
D) Slower deposition rates on subsequent filler passes
Question 2: Layout & Geometry
You are fabricating an offset transitional hopper template. The drawing requires a true-length line development. If you mistakenly use the plan view projection length instead of the calculated diagonal length for your pattern triangulation, what will be the physical defect on the formed component?
A) The overall height of the hopper will be short on the offset side
B) The throat radius will distort during the brake-press operation
C) The weld joint bevel angle will change from 30 to 45 degrees
D) The component will have excessive root opening gaps at the corners
Question 1: Metallurgy & Thermal Cracking
The Correct Answer: B
Hydrogen-induced cold cracking in the heat-affected zone (HAZ).
Why this is the right answer:
When you are welding thick structural steel plates (especially those matching standard Canadian grades like CSA G40.21), the massive mass of the surrounding cold steel acts as a giant heat sink. If you don't monitor and maintain your minimum interpass temperature, the weld zone cools down way too fast.
This rapid cooling traps atomic hydrogen inside the grain structure of the heat-affected zone (HAZ), transforming the steel into a brittle, stressed structure known as martensite. Hours or even days after the weld is finished, that trapped hydrogen will cause the joint to crack from the inside out.
Why the others are wrong:
-
A) Slag inclusion is caused by poor cleaning between passes or a bad torch angle, not by the temperature of the steel itself.
-
C) Magnetic arc blow is an electrical issue usually caused by your ground clamp placement when running direct current (DC), not the temperature of the metal plates.
-
D) Slower deposition rates are a function of your wire feed speed or travel speed, not interpass thermal dynamics.
Question 2: Layout & Geometry
The Correct Answer: A
The overall height of the hopper will be short on the offset side.
Why this is the right answer:
When you are laying out a transitional pattern using triangulation, a flat "plan view" (the top-down view) only shows you a flat, foreshortened projection of the hopper's side—it doesn't account for the slope.
To get a true-length line, you have to use the Pythagorean theorem ($A^2 + B^2 = C^2$) on your layout table to combine that plan view length with the vertical height of the hopper. If you mistakenly cut your template using just the plan view length, you are completely ignoring the slope. Once you roll or break that flat piece of steel into shape, the slope will steal that missing length, leaving the finished offset side physically too short.
The “Anatomy of a Wrong Answer”
Every question on the Interprovincial exam is written by a committee tasked with finding out who actually understands the trade and who is just guessing. Let’s deconstruct a classic blueprint symbol trap that breaks a lot of hearts at provincial apprenticeship and industry training centres.
Sample Question
When interpreting a welding symbol based on CSA W59 standards, what does a value placed inside the tail of the reference line indicate?
A) The required size of the weld leg
B) A specific welding process or reference specification
C) The pitch spacing of intermittent welds
D) The root opening dimension for a groove weld
The Anatomy of the Trap
The Correct Answer: B. The tail is reserved for non-standard info, specific processes (like SMAW or GMAW), or a direct reference to a shop specification note.
Why A is a Trap: Exam writers know your eye naturally seeks dimensions. Weld size belongs on the left side of the weld symbol itself, not back in the tail. If you rush, you pick this because “size matters.”
Why C and D are Traps: Pitch spacing goes to the right of the symbol. Root opening goes inside the groove symbol. They throw these options in because they are valid welding terms, counting on the fact that if your brain pan panics under the exam clock, you’ll grab any familiar word.
The Lesson: “Big Prep” gives you a vocabulary list. We train you to read the reference line left-to-right like a map so you spot the decoy options instantly.
Reverse Practice” Scenarios
To pass this exam, you need to think like a Quality Assurance inspector aligned with the CWB Group welding inspector alignment guidelines. Look at these two “broken solutions” and find the logical flaw before it ruins the piece.
Scenario 1: The Distorted Weldment Flaw
The Setup: A level 3 apprentice is welding a series of heavy stiffener plates onto a long structural I-beam flange. To save time and keep production moving, they decide to weld each stiffener completely from top to bottom on one side of the beam web before moving around to the opposite side to finish the joints.
The Broken Logic: The apprentice reasons that because the total volume of filler metal deposited on both sides of the web will ultimately be identical, the tension forces will balance out across the center line, keeping the I-beam straight.
Where it goes wrong: Heat input must be balanced chronologically, not just overall. By completing one entire side first, the continuous heat input causes the metal on that side to contract as it cools, bowing the beam flange irreversibly before the structural resistance of the opposite welds can even be introduced. You have to alternate sides and use a backstep pattern to distribute that thermal stress evenly.
Scenario 2: The Gas Coverage Failure
The Setup: A welder is setting up a gas tungsten arc welding (GTAW) station outdoors on a windy coastal shipyard site to join stainless steel piping. To compensate for the heavy cross-drafts, they crank the argon shielding gas flow rate up to 55 cubic feet per hour (CFH) on the regulator.
The Broken Logic: The welder thinks: “More gas means more protection. High flow rates will blow the wind away from my puddle and keep the weld clean.”
Where it goes wrong: Cranking the flow rate too high turns the smooth, protective blanket of gas into a wild, turbulent jet. This turbulence actually sucks surrounding atmospheric air, nitrogen, and moisture directly into the shielding envelope, resulting in severe porosity and oxidation of the root pass. The right solution is a physical wind shelter and a gas lens, not an over-pressurized regulator.
The Interprovincial Curriculum Blueprint: Your 125-Question Battle Plan
The Red Seal Welder exam isn’t a random collection of trivia. It is strictly structured around the Red Seal Occupational Standard (RSOS). You will face exactly 125 multiple-choice questions, and every single one fits into one of four high-stakes blocks.
If you treat every block the same, you’ll run out of steam. Here is how to break down the curriculum like a seasoned journeyman.
Red Seal Welder Exam
The National Occupational Analysis sets the standard for the Red Seal Exam. The standard gives a description of the knowledge and skills needed to efficiently perform your duties as Red Seal Welder. The standards are divided into blocks, which are further subdivided into tasks divided and sub-tasks. The Red Seal Welder exam has 125 questions divided into four blocks.
Block A
Block A: Common Occupational Skills (24 Questions)
-
The Stakes: This is the foundation. If you give away easy points here, you are starting the match in a deep hole. It covers the stuff you do before you ever strike an arc, but the exam writers love to use tricky wording on safety protocols and work organization to trip you up.
-
Tactical Breakdown:
-
Workplace Safety & Rigging (5 questions): Expect high-stakes scenarios on occupational health and safety (OHS) regulations, confined space entry protocols, and critical load-handling math (including bridle hitch rigging angles).
-
Tools & Equipment Maintenance (4 questions): Tests your troubleshooting eye on power tools, gas cylinders, and regulators.
-
Work Organization & Trade Activities (11 questions): Reading engineering drawings, understanding bill of materials, and interpreting the exact CSA W59 welding standards for joint configurations.
-
Material Handling (4 questions): Proper storage, tracking heat numbers, and identifying steel classifications matching CSA G40.21.
-
Block B
Block B: Fabrication and Component Preparation (25 Questions)
-
The Stakes: This is where the trade math hidden hurdles live. This section stops people who think welding is just about keeping a steady hand. It tests your ability to take a raw piece of plate or pipe and prep it perfectly before a single drop of filler metal touches it.
-
Tactical Breakdown:
-
Layout Performance (6 questions): Parallel line development, radial line triangulation, and template development for offsets, hoppers, and mitered elbows. One math miscalculation here destroys your whole piece.
-
Component Fabrication (15 questions): Assembling, fitting, and tacking steel sections according to blueprint dimensions. Expect tricky questions regarding checking alignment, controlling thermal distortion, and selecting the correct clamping or jigging arrays.
-
Block C
Block C: Cutting and Gouging (21 Questions)
-
The Stakes: Before you can build, you often have to cut, fit, or back-gouge a root pass to ensure a 100% penetration joint. This block is highly technical and focuses heavily on gas pressures, torch angles, and machine settings across four distinct thermal and mechanical processes.
-
Tactical Breakdown:
-
Oxy-Fuel Gas Cutting & Gouging (OFC) (7 questions): Striking the right balance between carburizing, neutral, and oxidizing flames, troubleshooting tip sizes, and maintaining travel speed on thick structural plate.
-
Plasma Arc Cutting (PAC) (5 questions): Understanding gas ionization, high-frequency interference, and correcting common defects like top-edge rounding or excessive dross.
-
Air Carbon Arc Cutting (CAC-A) (4 questions): The loudest process in the shop, and a favorite for exam questions. Expect questions on carbon electrode angles, air pressure settings to clean the groove cleanly, and preventing carbon deposits in the base metal.
-
Mechanical Disks & Grinding (5 questions): Proper abrasive wheel selection, joint prep geometry, and non-thermal edge-cleaning procedures.
-
Block D
Block D: Welding Processes (55 Questions)
-
The Stakes: The Heavyweight Champion. This block makes up nearly half the entire exam. If you do not conquer Block D, you cannot pass the Red Seal. It tests your deep, instinctual understanding of the four major commercial processes and exactly how they behave under different positions and metallurgy shifts.
-
Tactical Breakdown:
-
Shielded Metal Arc Welding (SMAW / Stick) (18 questions): Deep dive into electrode storage (keeping your low-hydrogen 7018s dry in the oven to prevent underbead cracking), current selection, and maintaining correct arc length.
-
Gas Metal & Flux/Metal Cored Arc Welding (GMAW / FCAW / MCAW) (21 questions): This is where people get tripped up on wire feed speeds, shielding gas mixtures (like the classic 75/25 Argon/CO2 blend vs. straight CO2), and recognizing wire cast or pitch defects.
-
Gas Tungsten Arc Welding (GTAW / TIG) (12 questions): Precision territory. High focus on tungsten contamination, choosing the correct shield lens, and managing gas coverage on reactive alloys like stainless steel or aluminum.
-
Submerged Arc Welding (SAW) (4 questions): Heavy industrial automated welding. Questions target flux depth, automatic voltage control, and identifying deep-seated slag inclusion risks.
-
Red Seal Welder Practice
Welder Practice Paperback (Amazon)
The Career Roadmap & Provincial Obstacle Course
Earning your ticket isn’t just a matter of running clean beads; you have to navigate the provincial red tape. Across Canada, the path from an apprentice sitting at a shop lunch table to a fully certified journeyman with a Red Seal Occupational Standard (RSOS) Welder endorsement is full of bureaucratic speed bumps.
Here is how to navigate the system without getting sidelined.
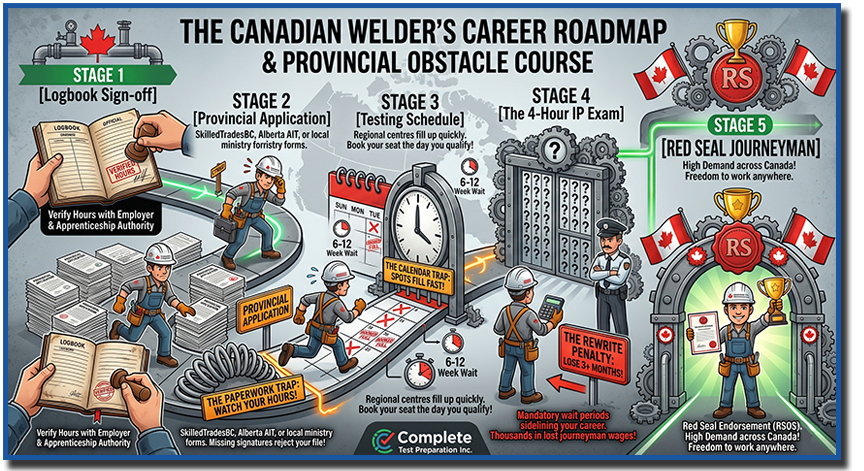
1. The Logbook Sign-Off & Hours Verification
Before you can even look at an exam seat, you need your local employer and your provincial apprenticeship authority to verify your hours.
- The Hidden Hurdle: Do not rely on your boss to submit your books on time. If you are in British Columbia dealing with SkilledTradesBC, or in Alberta working through AIT (Apprenticeship and Industry Training), a single missing employer signature or a mismatch in your recorded structural welding hours can reject your file, pushing your timeline back by months.
- The Strategy: Keep physical copies or scans of every single logbook page. Cross-reference your workplace hours with your T4 slips before you submit them to the provincial ministry.
2. Navigating the Regional Testing Calendar
Once approved to write, you enter the booking phase. This is where many apprentices lose momentum.
- The Hidden Hurdle: “Big Prep” companies act like you can just walk into an exam room whenever you feel ready. The reality? Provincial assessment spaces are tightly budgeted. If you look at the SkilledTradesBC welder exam schedule or Ontario’s Skilled Trades Ontario portal, exam sittings at regional trade centres are often booked solid for 6 to 12 weeks in advance.
- The Strategy: Apply for your exam date the very day you hit your required hours. Do not wait until you finish studying to book your seat—book the seat first to give yourself a hard, real deadline at the kitchen table.
3. The Invigilator’s Rules (Testing Centre Vibe)
The atmosphere inside a provincial ministry testing centre is a far cry from the noisy, familiar comfort of your local fab shop. It is clinical, silent, and strictly policed.
-
The Hidden Hurdle: Security is high to prevent cheating. If you show up with a programmable or trade-specific calculator that features advanced formula storage, the invigilator will confiscate it at the door. You will be handed a basic, standard four-function calculator you haven’t used since grade eight.
-
The Strategy: Practice your layout formulas and decimal conversions using a basic calculator. If you rely on custom shortcuts on a fancy phone app or a programmable unit during practice, you will freeze up when you have to calculate a true-length line by hand on the big day.
4. The Dreaded Rewrite Penalty Block
If you hit a bad string of trick questions and miss the 70% passing mark, the gatekeepers don’t just let you try again the following weekend.
-
The Hidden Hurdle: Most Canadian provinces enforce a strict mandatory waiting block between failed attempts. In many jurisdictions, a second or third failure triggers a mandatory 3-to-6-month cooling-off period and may require you to take remedial training courses at recognized provincial apprenticeship and industry training centres before you are allowed to pay another fee and sit back down.
-
The Strategy: Treat your first attempt like your only attempt. As we showed in our reality check calculator, a failed attempt doesn’t just cost a couple of hundred dollars in rewrite fees—it costs you thousands in frozen apprentice-level wages while you sit out the waiting penalty.
| PDF Download | Online Course (Premium) | Paperback |
|---|---|---|
The Quick-Start: PDF DownloadFor the student who needed to start studying ten minutes ago.
|
The "Gold Standard": Online CourseOur most comprehensive tool—like having a teacher sitting at the kitchen table with you.
|
The Reliable Classic: Amazon PaperbackThere’s a reason publishers haven’t killed off the printed book—it works.
|
Frequently Asked Questions
To become a Red Seal welder, you will need to complete a technical training program, then an apprenticeship program and then pass the welder certification test.
It generally takes 3 - 4 years to become a Red Seal welder.
The Red Seal welder test is a standardized exam. The questions are multiple-choice, designed to assess your knowledge and skills and ensure you are able to function in the welding profession. See above for detailed exam contents.
Yes. The Red Seal certification means you can work in any province. The Red Seal certification is highly valued by employers and will improve your chances of being hired, and most likely increase your salary.
Welder Red Seal Upgrade Program is a registered trademark of the Boilermakers’ National Training Trust Fund, who are not involved in the production of, and do not endorse this information. Complete Test Preparation Inc. is an un-official provider of test preparation material and are not affiliated with any red seal organization.
Written by, Brian Stocker MA.,
Published by, Complete Test Preparation Inc.
Updated: Thursday, May 21st, 2026
Published: Monday, May 2nd, 2022